It’s been over five years since we introduced the TMAT stem switch for threadless stems. I’ve had a lot of requests for a version that could work with traditional quill stems, but that has seemed impossible to achieve. Until now.
The TMAT/Q takes the same basic operational concept of the TMAT and reconfigures things to work with quill stems. That basic concept is the reed switch, which is controlled by the presence or absence of a magnetic field. The original TMAT works on this principle: when you turn the cap, you rotate a hidden magnet and when that magnet approaches the tiny reed switch embedded inside the switch body, the circuit closes and the lights come on. For the TMAT/Q, we rearranged things such that the quill stem itself becomes the central scaffold for the switch components.
The concept centers on this basic configuration: the reed switch component of the switch is inside the quill stem, while a magnet ring rotates around the outside of the stem, like a headset spacer. The distance between the magnet and the reed switch narrows to less than 1cm as the magnet rotates around the stem, enough for the magnetic field of the powerful neodymium magnet to close the reed contacts.
To achieve this, I first created a 3D printed sleeve that slides inside the hollow quill, with a central bore for the M8 stem bolt to pass through. The sleeve contains a pocket for the tiny reed switch. The wires run down to the bottom of the quill, and exit through the expansion wedge via a small hole drilled for this purpose.

Next, I created a 3D printed magnet ring with a small pocket for the magnet, and placed it on top of the headset stack.

Mechanicallly, this setup couldn’t be simpler. Just one moving part: the magnet ring. And it worked!
The next step was to design in travel limits, giving the ring a 1/4 turn range, like the existing TMAT switch. To do this, Tom devised a three-piece ensemble of parts to fit together as a unit around the stem. The first piece is a flanged sleeve which fits around the stem. The second piece is the magnet ring, with a locating pin set through the side, protruding by less than 1mm into the central bore where the stem and sleeve pass through. The ring rotates around the flanged sleeve, and the locating pin travels with the ring along a slotted path in the flanged sleeve. The slot spans 1/4 the circumference of the sleeve. That’s the travel limit mechanism. The third piece is the locking collar, which is just another ring placed beneath the magnet ring. It contains two small M3 set screws, and locks the flanged sleeve to the stem, preventing rotation. This way, the locking collar and flanged sleeve are fixed in position on the stem and hold the magnet ring vertically captive, while the magnet ring rotates freely along a 1/4 turn path around the stem.
This is the fully assembled package, which is just 32mm in diameter at its widest (the knurled ring surface), and 15mm tall. It takes up no more space than three 5cm headset spacers.


The switch is currently being put to the test on my daily commuter, powering the usual complement of dynamo lights. As is, the switch functions 100%, but it lacks the tactile engagement engineered into the original TMAT, which uses a ball bearing and notched detents at its travel limits to create a very distinct and satisfying positive engagement in the on and off positions. Unfortunately, to keep the compact form factor of the TMAT/Q, we will have to forego the fancy tactile features, but we’re working on a few possibilities for a “soft detent” system, perhaps with magnets. Once we have that detail ironed out, and the prototype has been proven in real riding, we’ll offer it as a custom build option: you’ll send us your quill stem, and we’ll install the switch and return the stem with assembled switch to you.
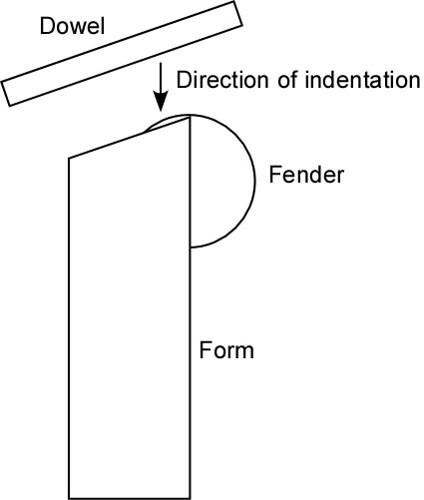
Now for the caveat: the TMAT/Q won’t work with steel stems. The ferrous quill wall separating the reed switch from the magnet will create a barrier for the magnetic field. So, the TMAT/Q will only work with aluminum alloy stems.

 I liked this prototype for its small size and for the way it kept the light very close to the rails– the mount itself is barely visible. Plus, depending on the height of the saddle leather, it also could be mounted upside-down, with the light above the rails, to make it look really stealthy:
I liked this prototype for its small size and for the way it kept the light very close to the rails– the mount itself is barely visible. Plus, depending on the height of the saddle leather, it also could be mounted upside-down, with the light above the rails, to make it look really stealthy: